The printer expels fiber and stores liquid material in a grouping of shapes. The printhead is in every case either storing material — to set out a segment of the print — or keeping down material to move starting with one region then onto the next.
Practically speaking, however, the printhead isn’t generally fit for keeping down 3D Printer Bed Adhesion. Since the spout of a printer contains an open gap — it doesn’t “close” in the middle between expulsions — it is powerless to an issue known as overflowing. This is when modest quantities of material incidentally spill out from the spout and onto the form region, adversely influencing print quality.
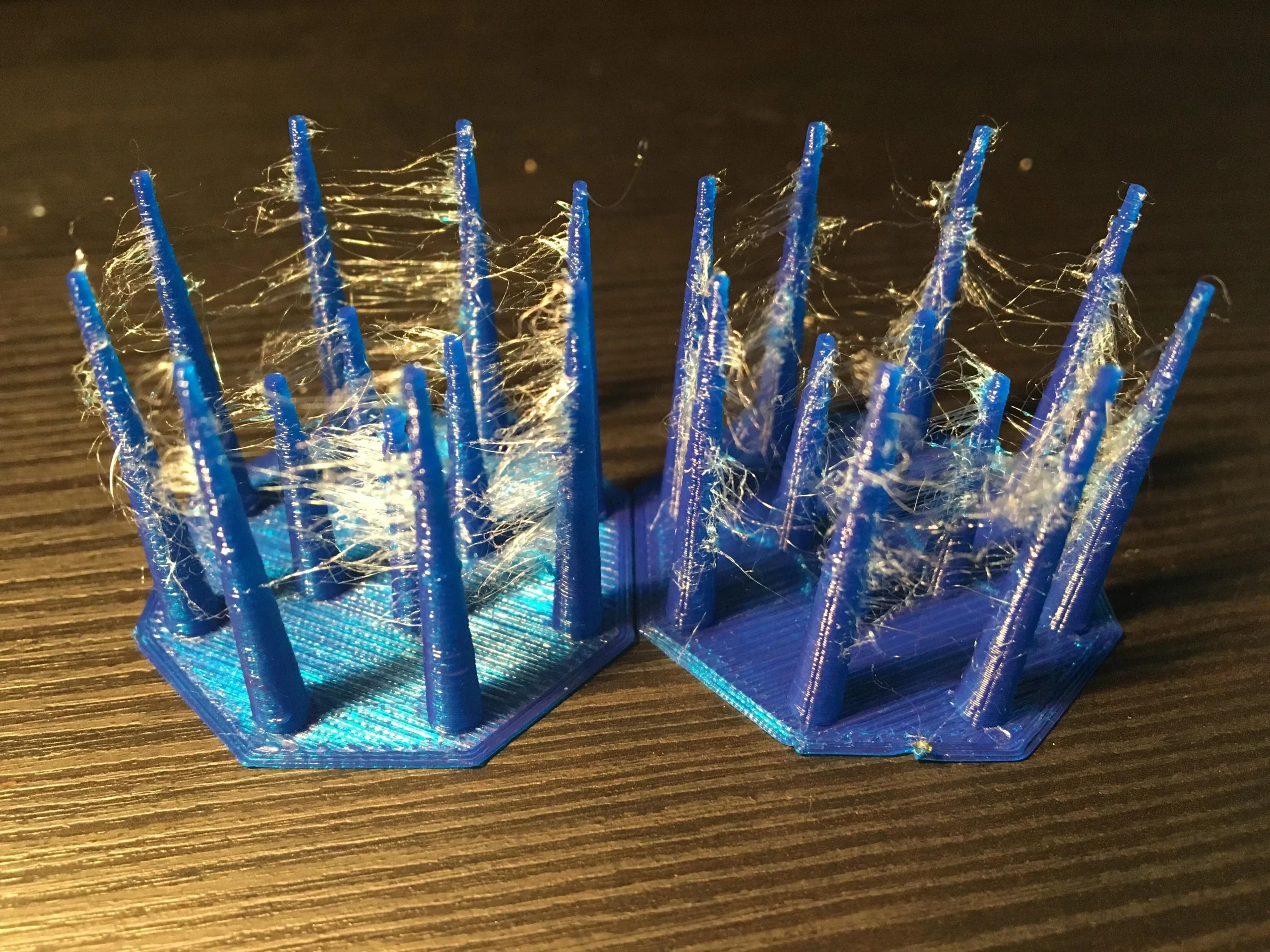
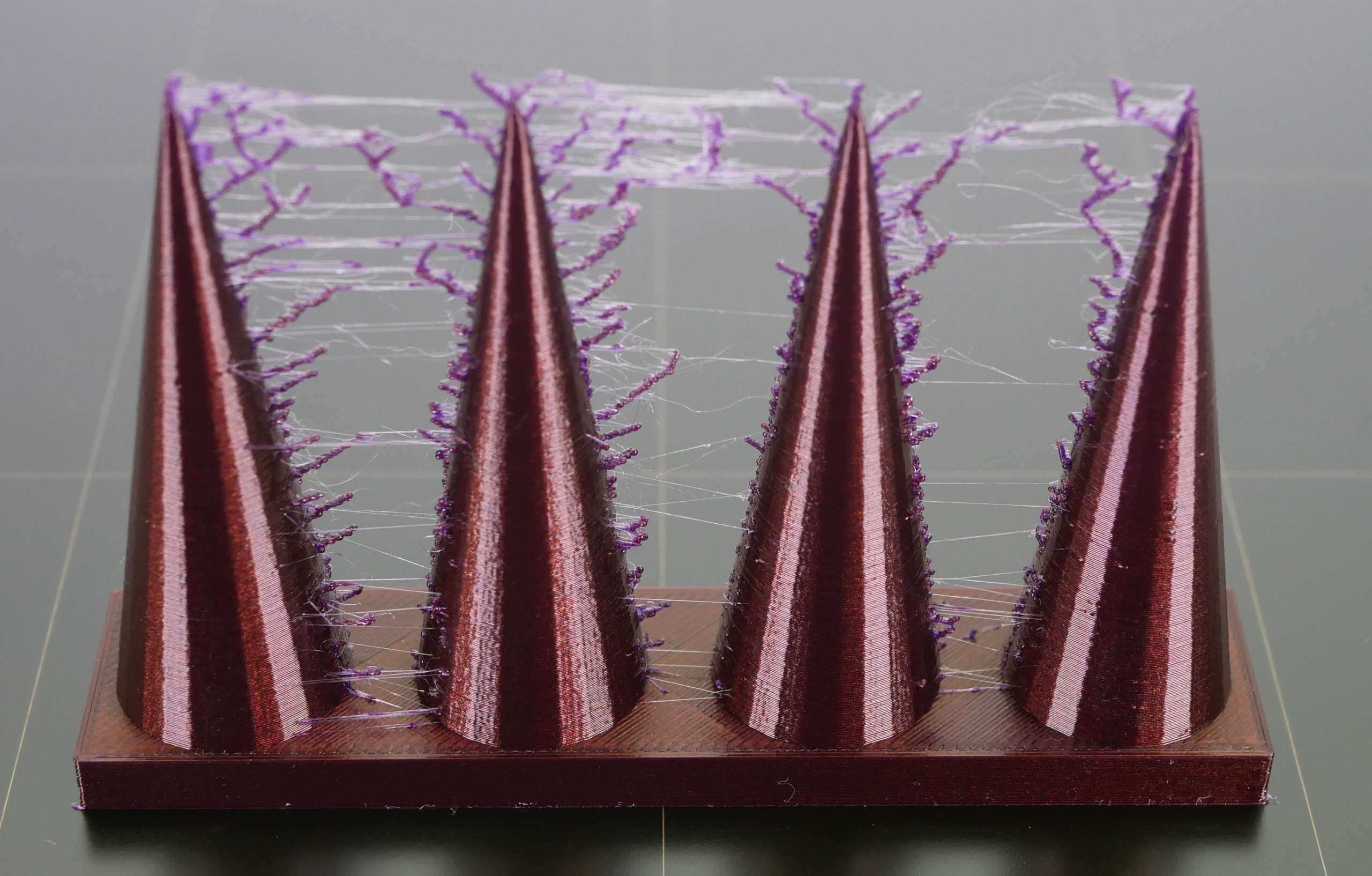
3D prints at times show little strands of plastic on where the Ultimaker shouldn’t print and the print head should just go starting with one spot then onto the next. These undesirable strands of plastic is called stringing. Stringing can be material ward, however here we depict a few general things you could do while managing stringing.
Printing with Fix 3D Printer Stringing could bring about various deformities because of wrong mode, lopsided nature of consumables, or some printer-related issues. We will think about the course of string development during spout development, by and large known as stringing or overflowing.
What causes fiber stringing?
Whenever the spout is inactively moving starting with one printing region then onto the next inside one layer, the softened fiber may marginally release and structure a string between the beginning and end points of the course. The imperfection happens most frequently with PETG printing, however it is conceivable with different materials also.
The primary drivers of stringing are:
- mistaken withdrawal settings;
- exorbitant spout temperature;
- fiber presented to dampness;
- low print speed;
- outer spout defilement;
- inadequate spout;
- enormous soften zone or a huge measurement spout.
It very well may be difficult to decide a particular reason from outer signs, to that end it is smarter to reliably look at and rule every one of the potential reasons.
Fiber drying
One method for forestalling Fix 3D Printer Stringing is to guarantee the printing material is looking great. Fiber that has retained too much dampness can create various issues, including under-expulsion, masses, spout jams, feeble parts, and stringing.
Wet fiber can cause stringing on the grounds that the additional dampness consumed by the material winds up dissipating inside the printer spout, causing a development of tension that powers out the liquid plastic in undesirable spots.
Spout support
One more typical reason for 3D printer stringing is an obstructed spout. Material going through the FDM printer spout can sometimes stall out or leave buildup, and this buildup should be routinely taken out to guarantee smooth activity of the hotend.
There are multiple ways of unclogging a spout. Reasonable tools incorporate a metal wire brush, a needle, an intensity firearm, or a committed cleaning fiber. ABS buildup can likewise be taken out by drenching the spout in acetone.
Withdrawal settings
Printer support is one approach to investigating Fix 3D Printer Stringing, yet one more typical issue that prompts stringing is erroneous slicer settings. These settings can be effortlessly changed in cutting programming like Cura or Simplify3D.
Changing withdrawal settings is one method for fixing stringing during the FDM printing process.[2] Withdrawal is the point at which the spout pulls back a limited quantity of fiber before it ventures (moves to one more piece of the form region without effectively storing material). By pulling the fiber more profound inside the spout, the dissolved plastic is less inclined to leak out. A typical test print known as a stringing tower is one method for testing out the impact of withdrawal settings.
To forestall stringing, have a go at changing the accompanying withdrawal settings:
- Withdrawal distance: In augmentations of 1 mm, increment how much fiber withdrew into the spout
- Withdrawal speed: In augmentation of 5 mm/s, speed up at which the spout withdraws the fiber
- Least travel distance: In augmentations of 1 mm, decline the base travel distance expected to empower withdrawal
Print temperature
Runny fiber is bound to overflow out of the 3D printer spout than gooey fiber, so involving a lower temperature in the hotend (and dissolving the fiber somewhat less) is one method for handling 3D printer stringing.
Obviously, utilizing a low temperature can prompt issues of its own, especially under-expulsion, so it is vital to accomplish a harmony between great material stream and counteraction of stringing. Take a stab at diminishing the print temperature in augmentations of 5 °C to track down the right temperature.
Key takeaways
In the same way as other normal Fix 3D Printer Stringing, stringing can be forestalled with a mix of legitimate 3D printer support and tweaking of slicer settings. Assuming you are attempting to recognize the underlying driver of your 3D printer stringing, it is presumably worth doing the actual support — accurately storing fiber and routinely cleaning the printer spout — prior to changing any slicer settings.
Regardless of whether clammy fiber or an obstructed spout isn’t the underlying driver of the stringing, doing these essential protection measures is an effective method for keeping up with print quality over future prints. Furthermore, a slicer’s default settings are unequivocally enhanced for individual print materials and ordinarily don’t need revolutionary change to convey great outcomes.